Onebeat reduces retailers’ misallocated inventory by 20% and increases full-price sales by at least 10%.
Play Video
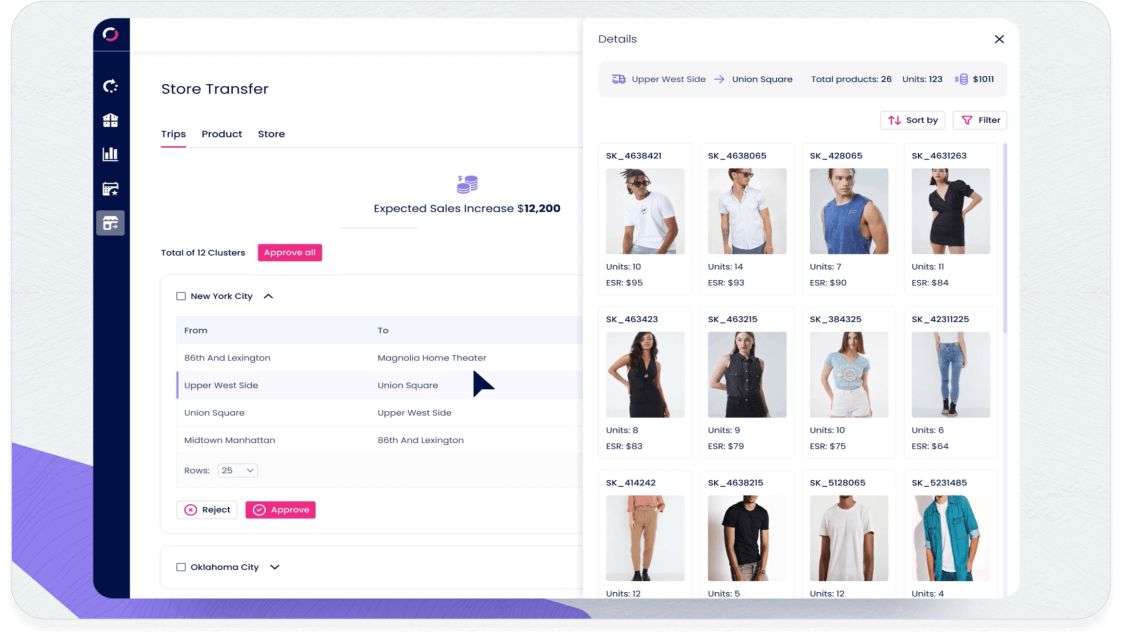
High-Resolution
High-Frequency Execution
Onebeat constantly aligns retailers’ inventory with actual demand, enabling retailers to carry 30% less inventory and boost their returns.
Top-Down Plan Meets
Bottom-Up Reality
Onebeat constantly monitors the assortment effectiveness of every category in each store and adjusts stores’ presentation accordingly, resulting in more attractive displays and higher conversion.
Synchronizing all
Processes to the Market Beat
Onebeat synchronizes new product introduction with product liquidation and other demand signals. This synchronization enables retailers to identify and generate more bestsellers and reduce the size of their tail products.
Onebeat Partner Program
At Onebeat, we understand the importance of strong partnerships in the Retail Tech IT industry. We seek opportunities to work together with ERPs and other providers of retail solutions with an aim to provide our clients with an exceptional experience. By teaming up with Onebeat, you have the potential to enhance the value you offer to your clients promptly, as well as streamline the process of integrating and onboarding new clients.